Desmistificando Inclusões em Revestimento MegaVest e Como Obter Resultados com Marcelo Bercovyte
Publicado por em | Atualizado em

4 minutos para ler
Em algum momento de minha jornada, percebi que na área de técnico em prótese dentaria, temos muitos desafios para obter bons resultados, ou seja, fazemos de tudo para acertar. Por exemplo, quando falamos de revestimento, fundição e injeção de dissilicato.
Precisamos entender todos os materiais envolvidos no processo, (manuseio, temperatura ambiente, entre outras).
Moldagem, gesso, ceras e ou resinas impressas ou fresadas, suas técnicas, especificações e indicações.
Vamos deixar moldagens e gessos para um momento oportuno e falar sobre revestimento mais especificamente MEGAVEST PRESS.
Deve-se levar em conta temperaturas regionais, pois somos um país continental, e as variações térmicas do ambiente tem influencia peculiar nos resultados. Sabemos que o Frio retarda e o Calor acelera a reação de presa do revestimento, e isto interfere diretamente no comportamento do material.
Explicando as Inclusões em Revestimento
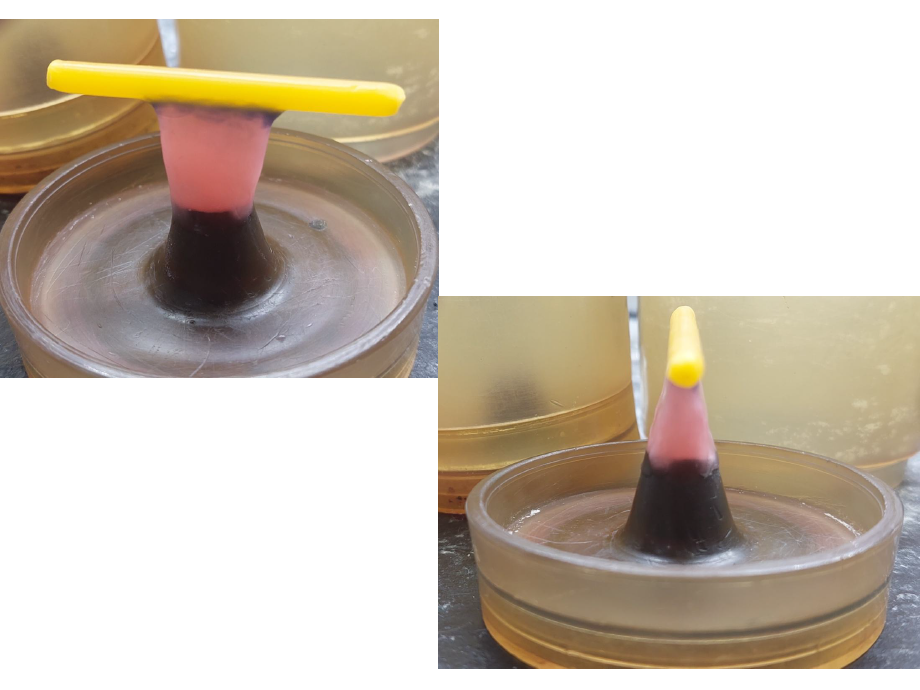
De posse do padrão a ser incluído, entendo como o revestimento reage as temperaturas exercidas a partir de agora. Padrões de cera, derretem e escoam com extrema facilidade em temperaturas a partir de 70 graus. Sendo assim, não há restrições para a pratica de aquecimento gradual ou choque térmico.
Padrões em RAAQ (duralay), dependendo da espessura e volume pode-se usar as duas praticas também, principalmente quando usado em combinação com ceras. Porém, quando usado puro e com volume muito grande (sujeito a sua avaliação), é recomendo a técnica de aquecimento gradual. Como sabemos, esse tipo de resina expande em volume durante o aquecimento e pode promover fraturas se aquecermos muito rápido.
Para padrões em resina impressa, devemos levar em conta que são materiais recentes e com diferentes formulações. Assim devemos saber do fabricante sua melhor forma de volatilização, e queima. Lembrando que o MEGAVEST PRESS pode ser utilizado em ambas praticas, rápido ou lento.
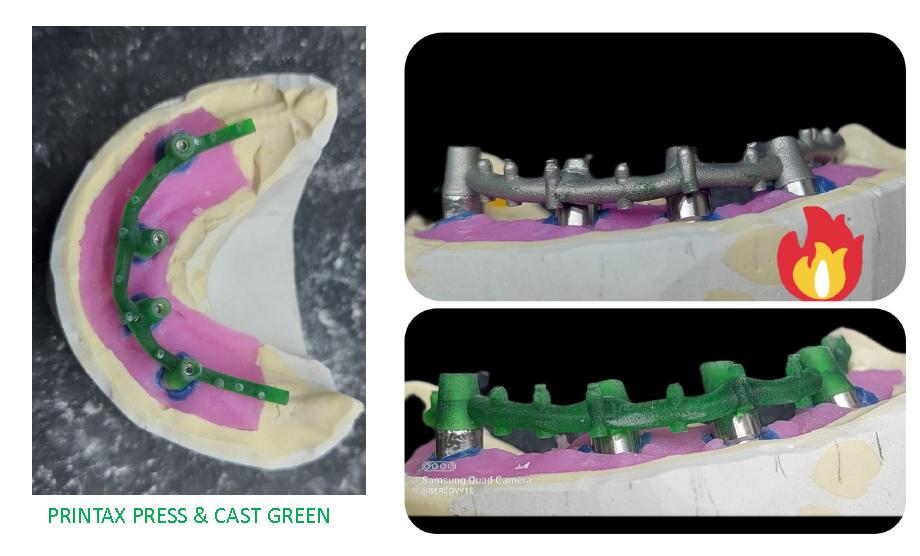
A utilizada como exemplo tem em sua composição uma carga de cera e resina, é utilizada na técnica de aquecimento lento somente em casos de baixíssima espessura e pouco volume. Recomendo o choque térmico como a melhor técnica empregada.
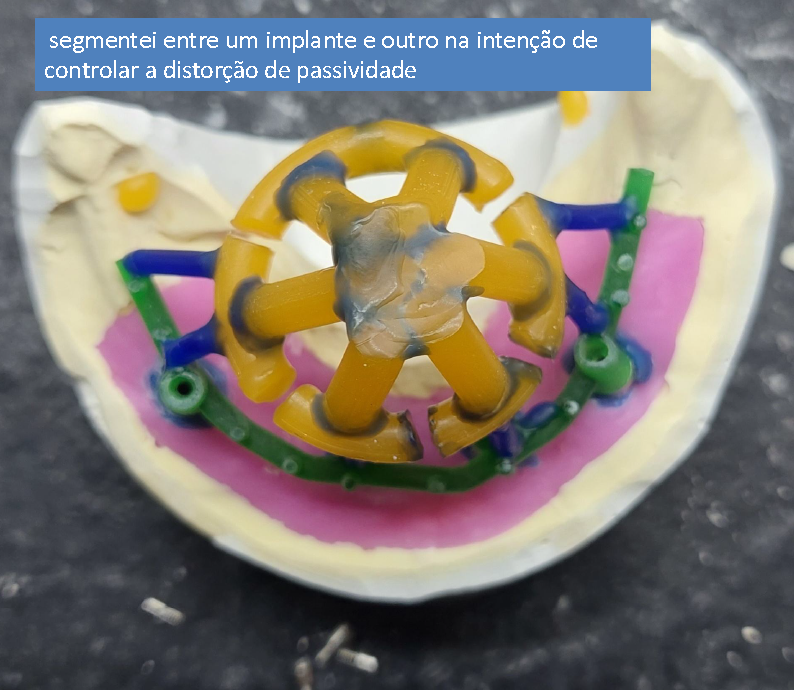
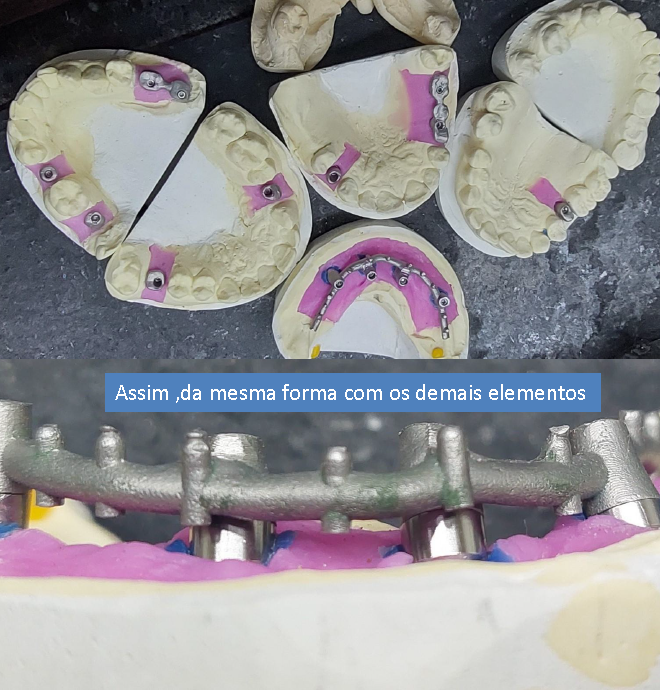
De forma usual, utilizo fios de cera de 3,0mm para conectores iniciais, com comprimento de aproximadamente 3,0mm, e no máximo 5,0mm, sendo 4,0mm para a câmara de compensação, e aqui fiz de forma circular.
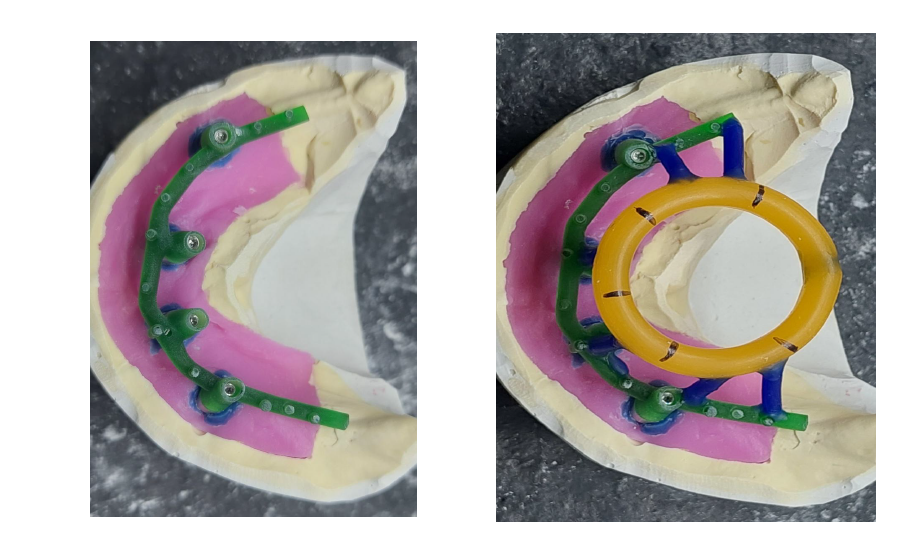
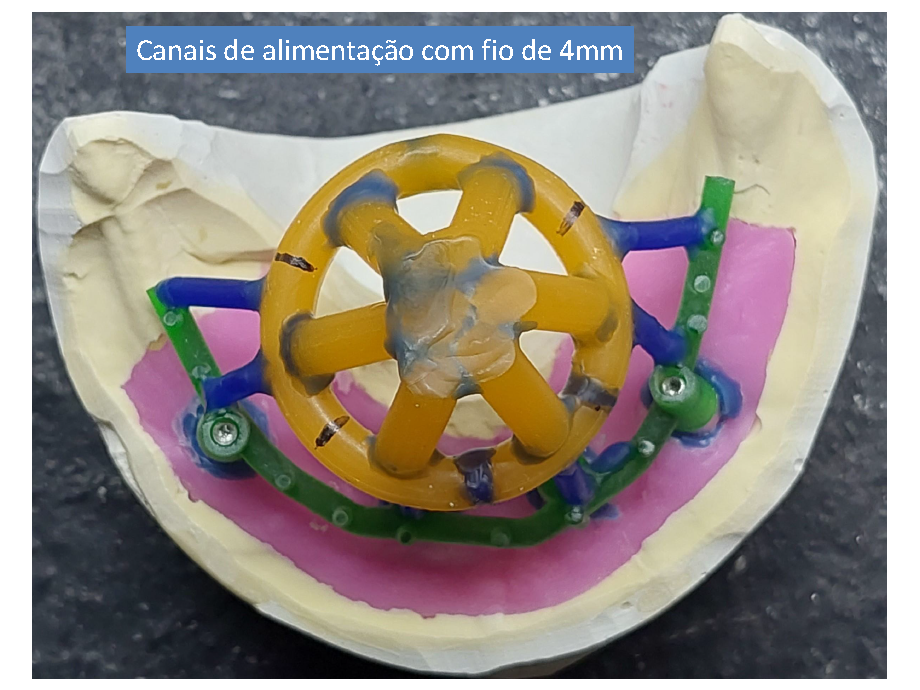

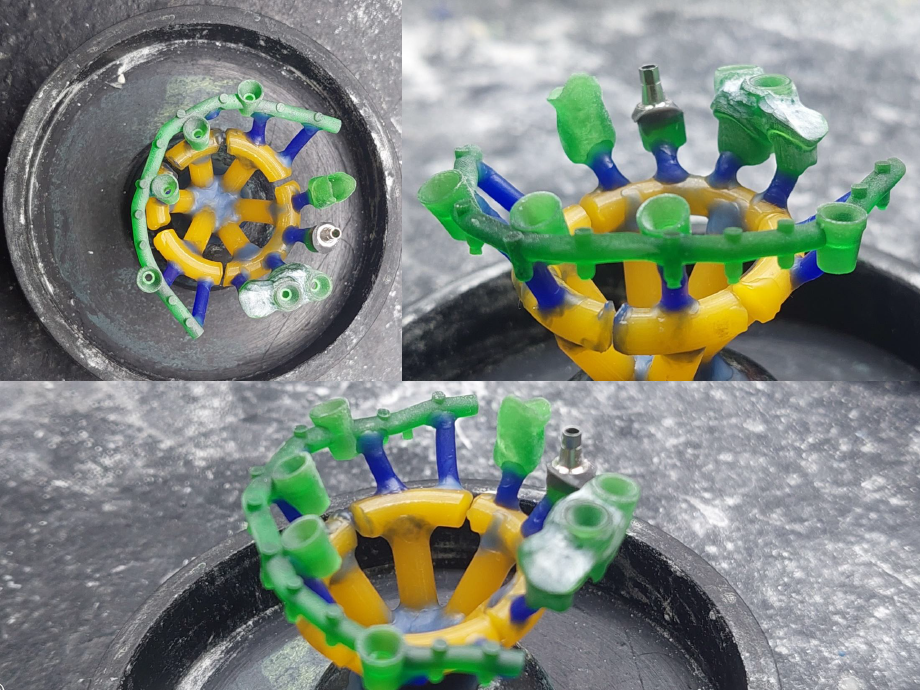


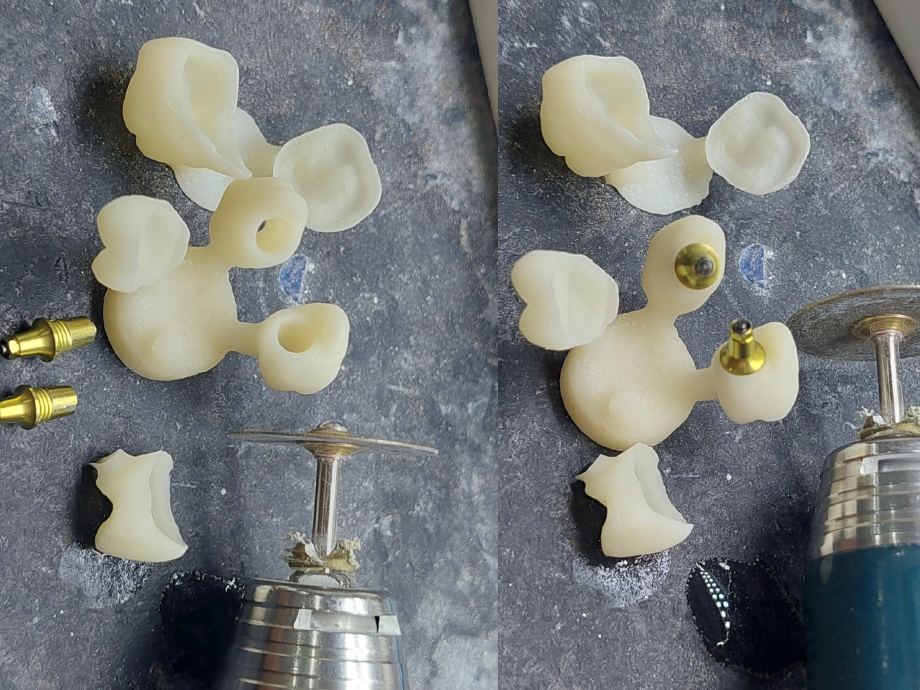
A partir de agora, irei mostrar como faço as minhas inclusões.

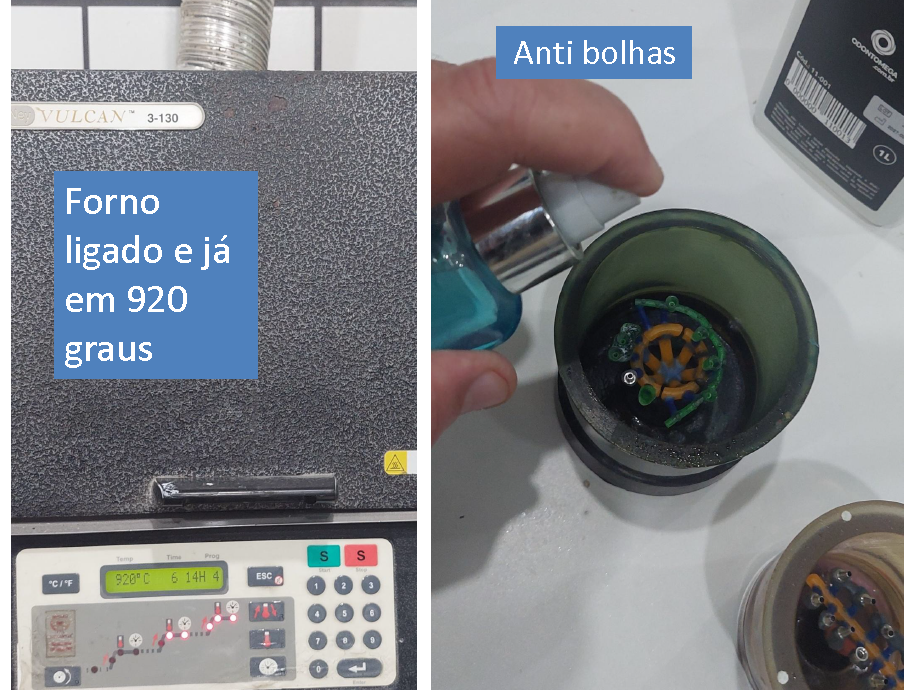
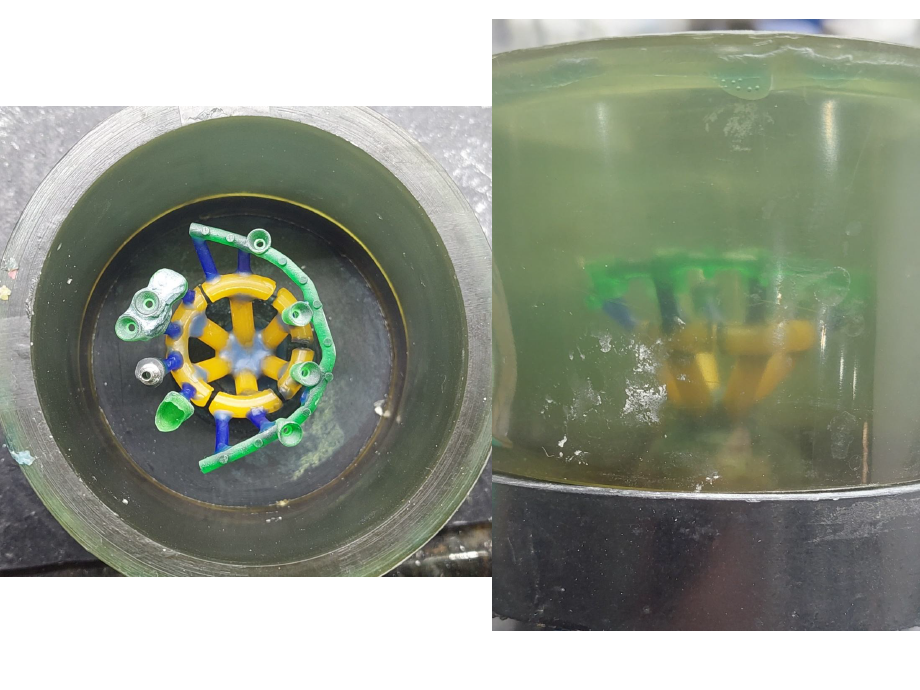
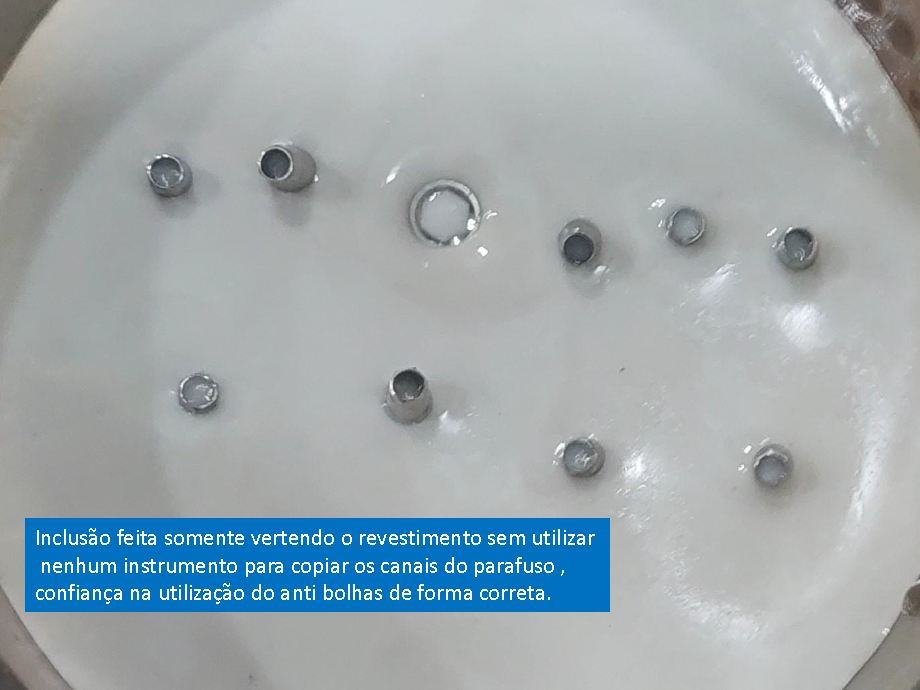
Acho importante frisar, que o agente eliminador de tensão superficial (anti-bolhas), tem em sua composição um detergente que úmido e sobre influência de vibração produz bolhas, assim sendo, recomendo a sua completa remoção após 3 a 5 minutos.
Lavo os padrões em água corrente e seco suavemente com sopro de ar mantendo os padrões úmidos, tomando o cuidado de não deixar gotas de água nos canais dos parafusos de implantes e nem nas cavidades das coroas.
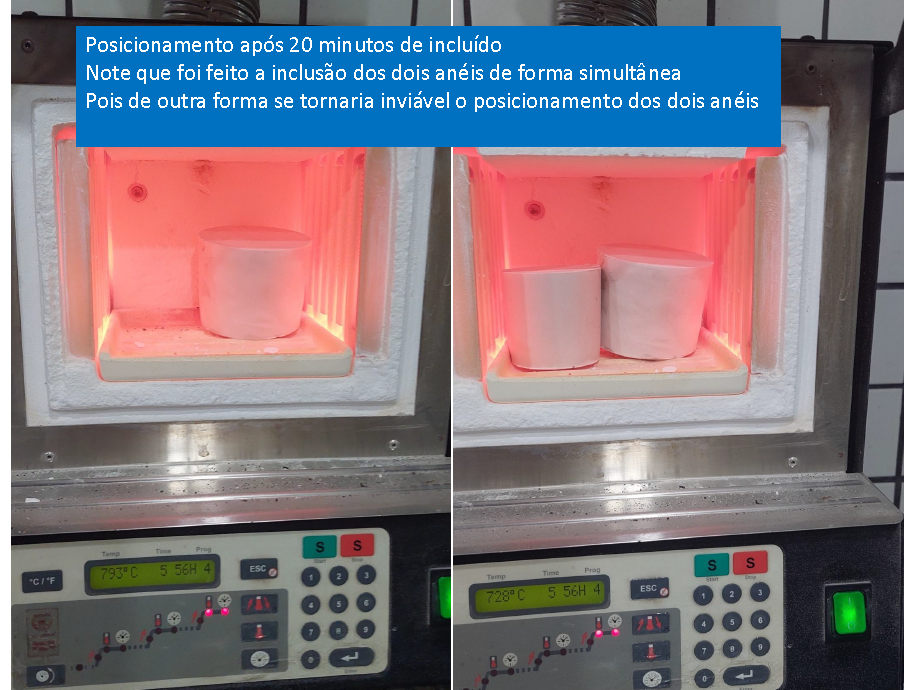
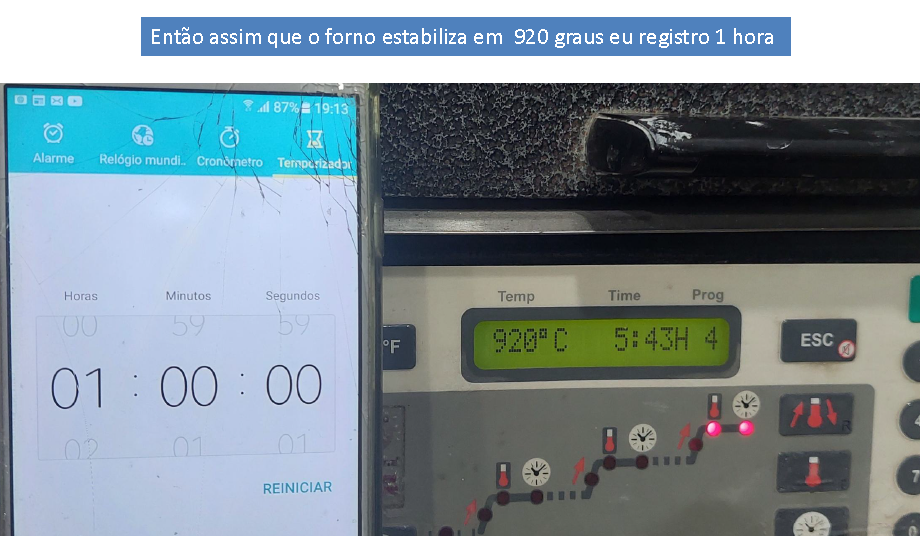
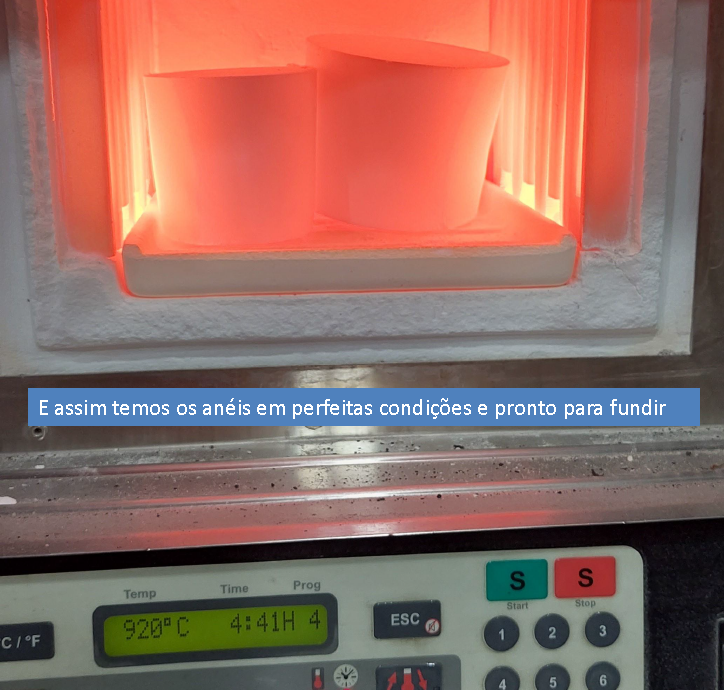
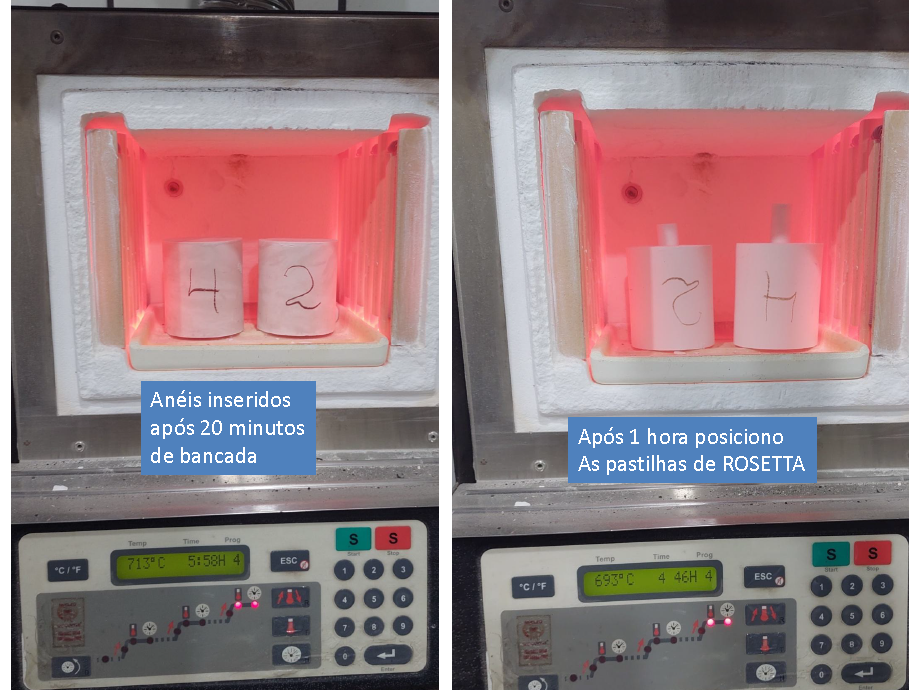
Como em geral utilizo choque térmico, meu forno tem somente um patamar para isso, 920 graus e 10 horas de patamar, assim agilizo entre uma inclusão e outra sem precisar desligar e esperar aquecer novamente.
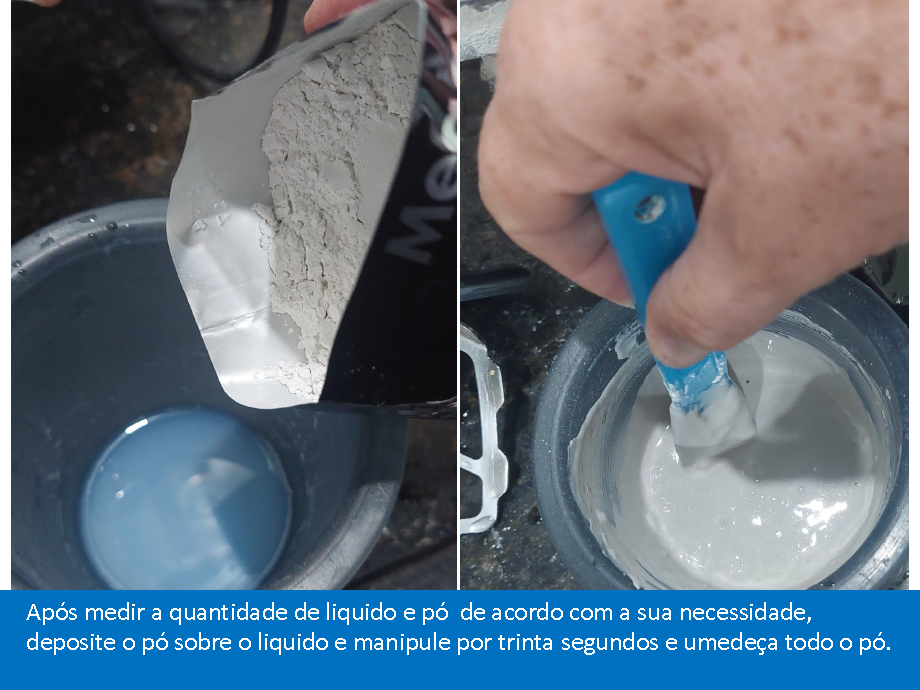
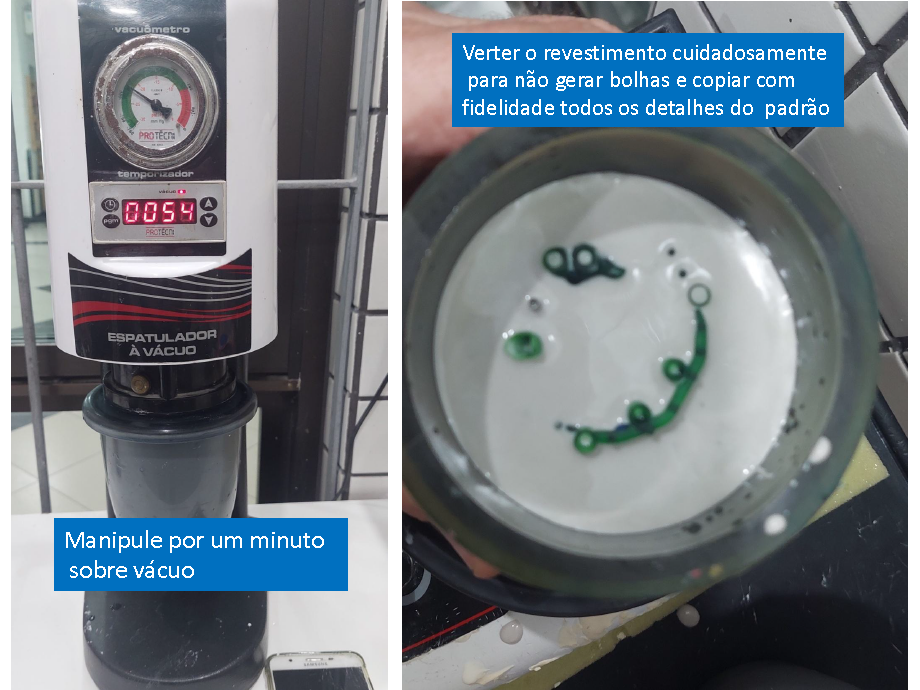
Após a remoção do anti-bolhas, inicio a inclusão.
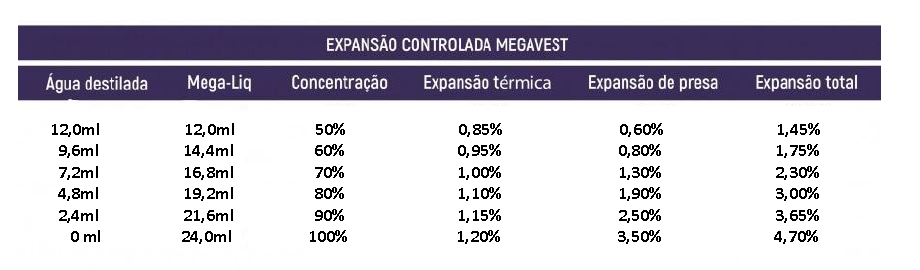
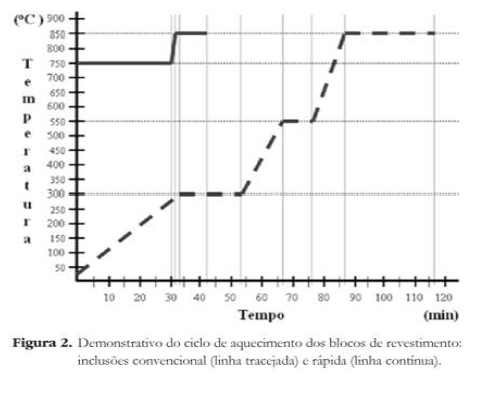
Um dos motivos de fraturas (não o único) é a expansão térmica que, quando interrompida, provoca fraturas. Observe no gráfico as duas técnicas, a expansão estabiliza em 850 graus em ambas, mas de forma diferente em relação ao tempo.
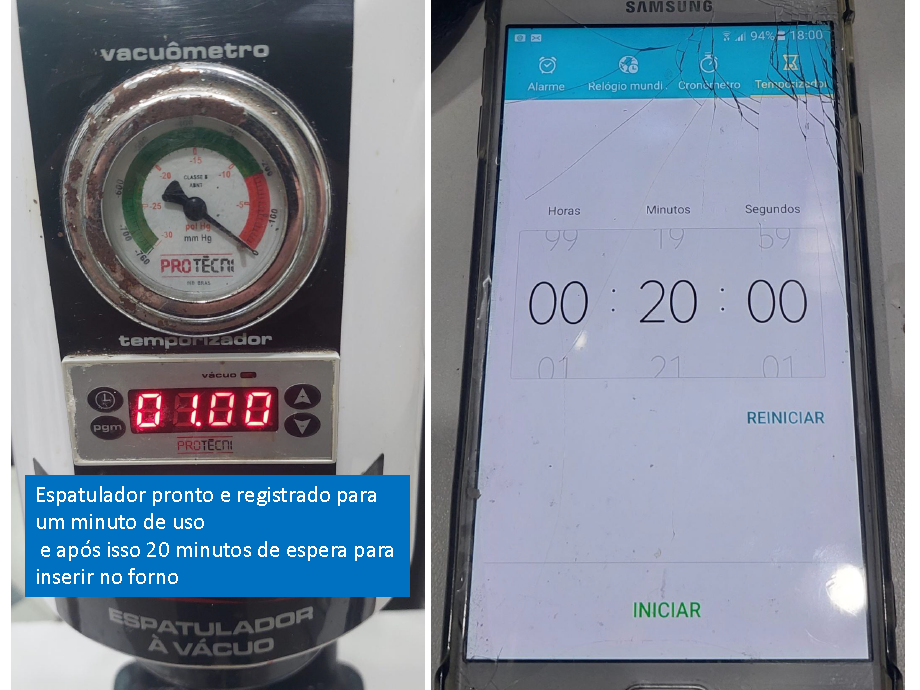
No choque térmico, a expansão máxima é obtida de forma extremamente rápida, o que significa que não se pode abrir o forno antes de quarenta minutos, pois ele expandiu mas esta frágil e requer tempo para estabilizar e obter resistência. Assim podemos afirmar que de vital importância somente deveríamos abrir o forno. Após 1 hora do posicionamento em choque térmico, teremos uma margem de segurança.




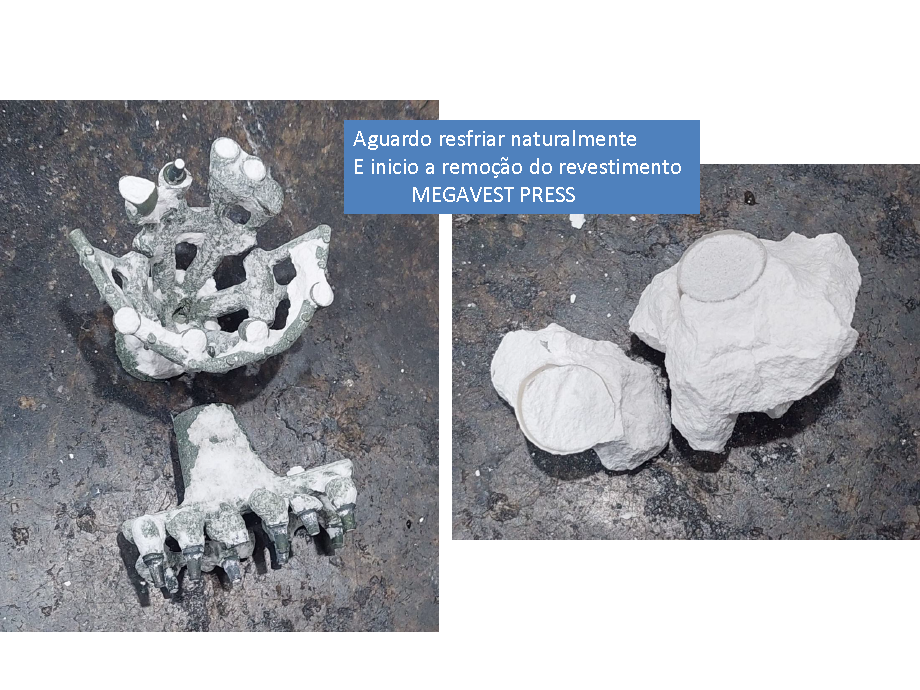





Considerações
Apesar de termos muitos fatores adversos, quando usamos materiais confiáveis e depositamos a técnica correta além do nosso talento, obtemos resultados extremamente favoráveis. Em minha opinião, protocolos deveriam ser sempre realizados com pós soldagem (Pois não controlamos) materiais de moldagem e suas técnicas de utilização. Temperatura ambiente, armazenamento e transporte dos materiais que utilizamos nem sempre fazemos todos os procedimentos de forma confiável, (gesso e modelos e inclusão dos anéis ) algumas vezes delegamos funções e as mesmas fogem ao controle.


