Guia Passo a Passo Para Produzir Alinhadores Invisíveis com Impressão 3D
Publicado por em | Atualizado em

11 minutos para ler
Com a ajuda da tecnologia de impressão 3D, tornou-se mais fácil ter uma produção interna dos seus próprios alinhadores invisíveis. Para auxiliá-lo nesse processo, elaboramos um guia passo a passo abrangendo todos os aspectos do processo de produção desta modalidade de alinhadores, desde a preparação do arquivo de impressão 3D até a impressão e pós-processamento, e, por fim, a prensagem a vácuo e ajuste final. Vamos começar!
Passo 1: Digitalização
Para criar modelos CAD (Computer Aided Design) precisos, é necessário ter um modelo digital no formato de arquivo .STL. Essa arquivo serve como base para o projeto e fabricação do modelo de alinhadores odontológicos, que posteriormente será usado para produzir os alinhadores invisíveis.
Existem dois métodos principais para obter esses dados necessários:
- Escanear os dentes do paciente diretamente usando o scanner dental intraoral. Esse scanner portátil pode ser colocado diretamente na boca do paciente e captura imagens em tempo real, permitindo uma impressão digital abrangente dos dentes e gengivas.
- Escanear uma impressão física ou modelo moldado dos dentes do paciente. Esse método é frequentemente utilizado em consultórios dentários que não têm acesso a um scanner intraoral ou para pacientes que não são adequados para escaneamento intraoral.
Ambos os métodos são igualmente viáveis, desde que o modelo digital resultante possa ser salva no formato de arquivo .STL.
Passo 2: Fatiamento
Em seguida, após obter um modelo digital, o próximo passo na produção de alinhadores invisíveis é preparar um arquivo de impressão 3D, um processo comumente conhecido como fatiamento.
Resumidamente, é um processo no qual seu modelo digital é fatiada em centenas ou até milhares de camadas finas e horizontais. Dessa forma, cada camada representa uma seção horizontal do modelo 3D, que a impressora 3D utiliza como um projeto para imprimir o modelo real.
Assim, essa etapa geralmente consiste em configurar a orientação de impressão, suporte e perfil de resina para obter o resultado desejado.
A princípio, abra o software Phrozen DS Slicer e importe sua impressão digital (no formato de arquivo .STL).
Criando uma Base para o Modelo dos Alinhadores invisíveis
Sob o mesmo ponto de vista, se você não incluiu uma base no design do seu modelo de alinhador, o software DS Slicer pode ajudá-lo a criar uma. Desse modo, o processo é bastante simples, comece selecionando a função “Criar Base” no menu lateral.
Assim, ao clicar em “Avançar” duas vezes, o software automaticamente irá rotacionar o modelo, configurar a linha de recurso e gerar a base. Você também pode ajustar a altura da base posteriormente de acordo com suas preferências ou requisitos.
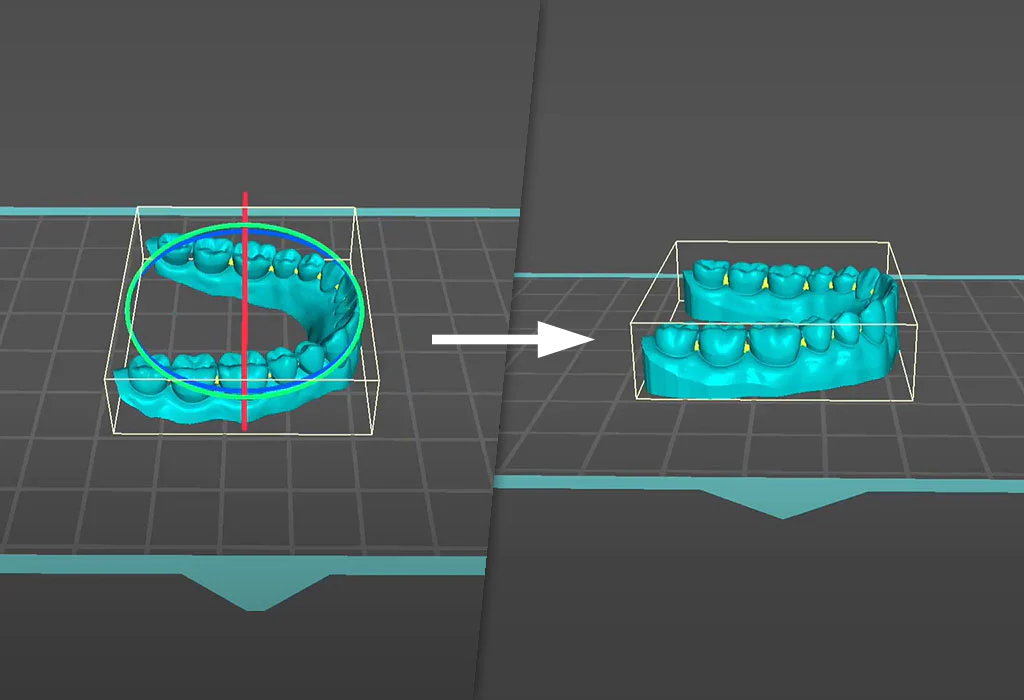
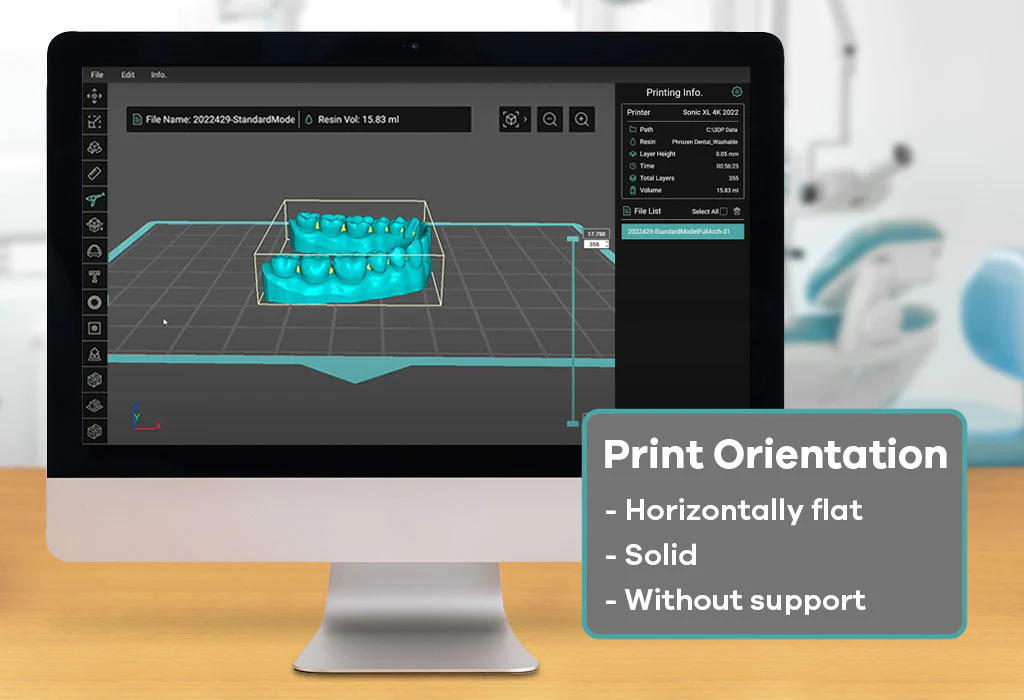
Orientação de Impressão e Suporte
Assim também, para garantir os melhores resultados possíveis ao imprimir modelos de alinhadores, recomendamos imprimir seus modelos de alinhadores da seguinte forma:
- Horizontalmente plano na plataforma de impressão – Essa orientação oferece excelente estabilidade e reduz o risco de distorção ou deformação durante o processo de impressão.
- Modelo sólido – Imprimir o modelo de forma sólida proporcionará maior resistência e durabilidade ao modelo do alinhador.
- Sem suporte – Como o modelo será impresso de forma sólida e plana na plataforma de impressão, não é necessário adicionar nenhum suporte ao modelo.
Parametrização da Resina
Antes de mais nada, recomendamos o uso das nossas resinas de modelo PrintaX para imprimir seus modelos de alinhadores invisíveis. Nesse exemplo, utilizamos a resina 3D Aqua Gray 8K.

Além de proporcionar resultados precisos, os modelos impressos em resinas PrintaX também são projetados para resistir a altas temperaturas de até 190°C. Como resultado, isso ajudará a garantir que todos os seus modelos possam suportar o processo de prensagem a vácuo sem perder sua forma ou precisão.
Vale ressaltar que cada resina 3D da PrintaX possui características específicas para diferentes tipos de aplicações. Temos outro artigo em nosso site que você pode tirar todas as suas dúvidas, basta clicar aqui!
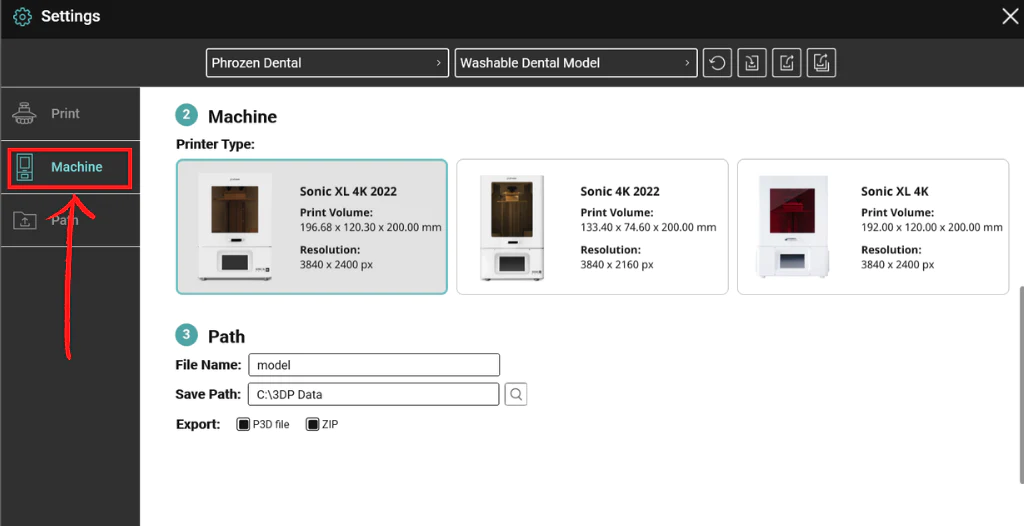
Para configurar sua resina e seus parâmetros:
- Primeiramente, vá para o menu de configurações clicando no ícone de engrenagem (⚙) localizado no canto superior direito. Selecione “Machine” no menu e escolha qual impressora você irá usar para impressão.
- Após escolher sua impressora, selecione “Print” no menu e, em seguida, escolha sua impressora e resina.
- Desse modo, você também precisará selecionar a altura da camada na qual deseja imprimir seu modelo. Quanto menor a altura da camada, maior será o detalhe do objeto impresso. No entanto, alturas de camada mais baixas exigem a impressão de mais camadas, resultando em um tempo de impressão mais longo. Dessa forma, recomendamos imprimir seus modelos de alinhadores invisíveis com alturas de camada de 50 µm ou 100 µm.

- Selecione o parâmetro da resina que melhor atenda às suas necessidades de impressão. Dentro do software DS Slicer, o parâmetro da resina foi testado meticulosamente por nossos técnicos dentais, então você não precisa mais passar por tentativas e erros ao ajustar o parâmetro da resina. Assim, você pode selecionar a configuração “Estável” para uma velocidade de impressão moderada ou a configuração “Turbo” para velocidades de impressão mais rápidas.

- Bem como o passo anterior, para concluir todos os itens desta seção, verifique os passos novamente e clique no botão “Single Para Slice” para fatiar o modelo.
Passo 3: Transferência de Arquivo
Assim que o software terminar de fatiar o seu modelo (não se esqueça de dar um nome ao arquivo), você pode salvá-lo em um pen drive ou enviá-lo diretamente para a sua impressora por meio do envio em rede.
Para salvar seus arquivos via USB:
- Clique em “Abrir a Pasta” e, em seguida, selecione o arquivo que deseja salvar no pen drive. Certifique-se de que o arquivo esteja salvo no formato ZIP.
Para salvar e enviar seus arquivos via Envio em Rede:
- Clique em “Envio em Rede” e, em seguida, insira o endereço IP da sua impressora. Certifique-se de que o endereço IP que você inserir corresponda ao endereço IP de sua impressora.
Passo 4: Impressão
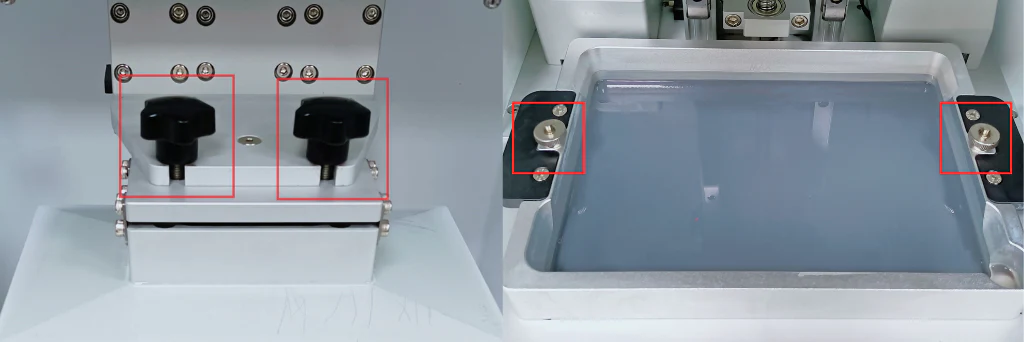
Comece agitando bem a resina e despejando-a no tanque. Recomendamos encher o tanque até a metade ou três quartos de sua capacidade máxima. Exceder essa quantidade pode resultar no transbordamento de resina e prejudicar a integridade do equipamento.

Não se esqueça de verificar novamente se todos os parafusos que prendem o tanque estão devidamente apertados.
Para começar a imprimir seus modelos de alinhadores invisíveis com a Phrozen Sonic 2022:
Se você salvou seu arquivo via USB:
- Conecte o seu pen drive à impressora;
- No painel sensível ao toque da impressora, clique no botão “Imprimir”;
- Em seguida, clique no ícone USB na parte inferior;
- Selecione o arquivo que você pretende imprimir;
- Depois disso, uma janela pop-up aparecerá. Clique em “Sim” para iniciar o processo de impressão.
Se você transferiu seu arquivo via Envio em Rede (Wi-Fi):
- Acesse a interface Phrozen OS clicando em “Abrir página” ou digitando o endereço IP que aparece no visor da sua impressora no navegador;
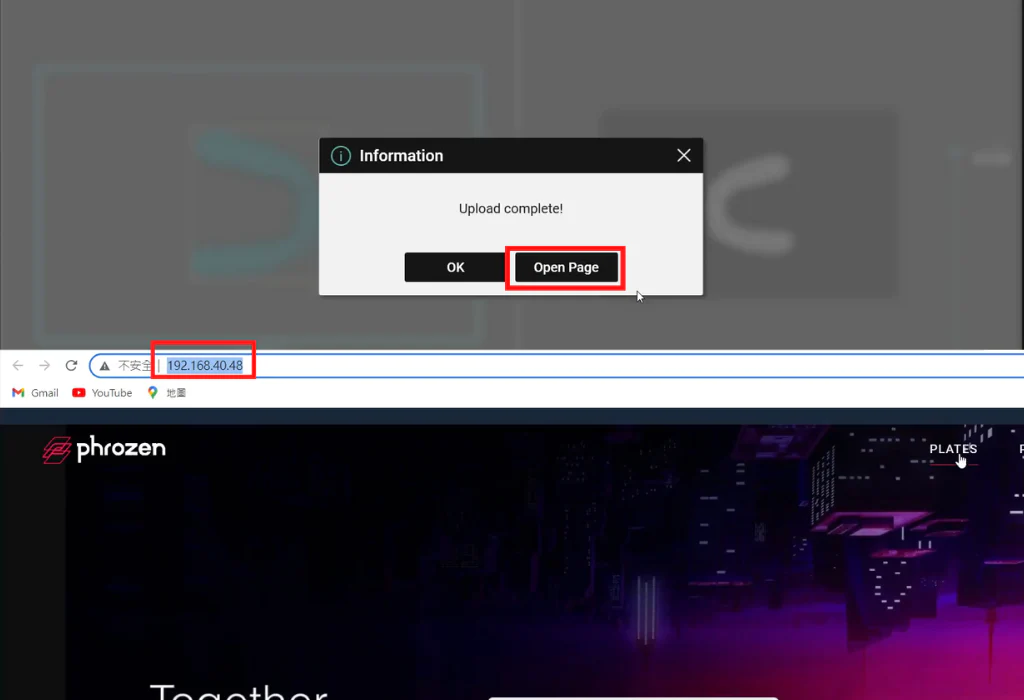
- Vá para a seção “PLACAS”;
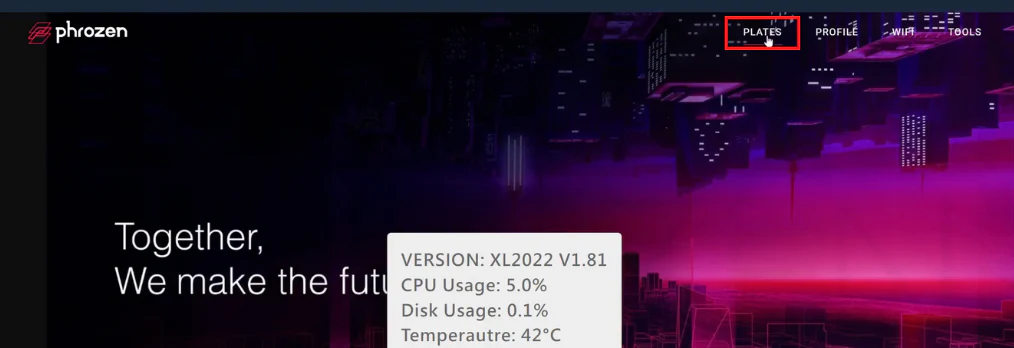
- Escolha o arquivo (com base no nome do arquivo) que você pretende imprimir e clique no botão “Imprimir” na tela. A impressora iniciará automaticamente o processo de impressão.
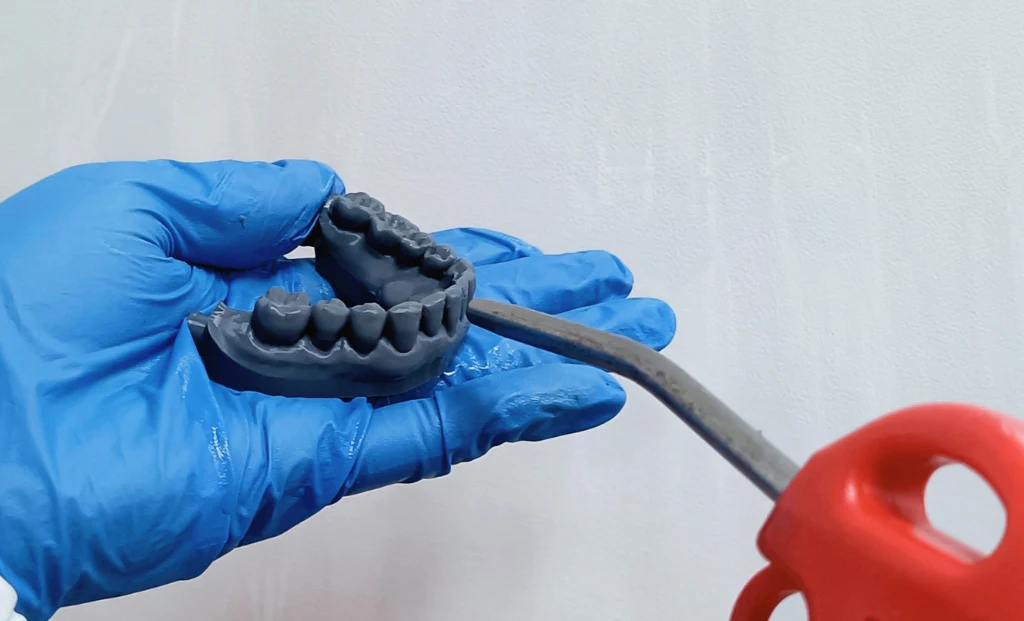
Passo 5: Limpeza e Pós-Cura
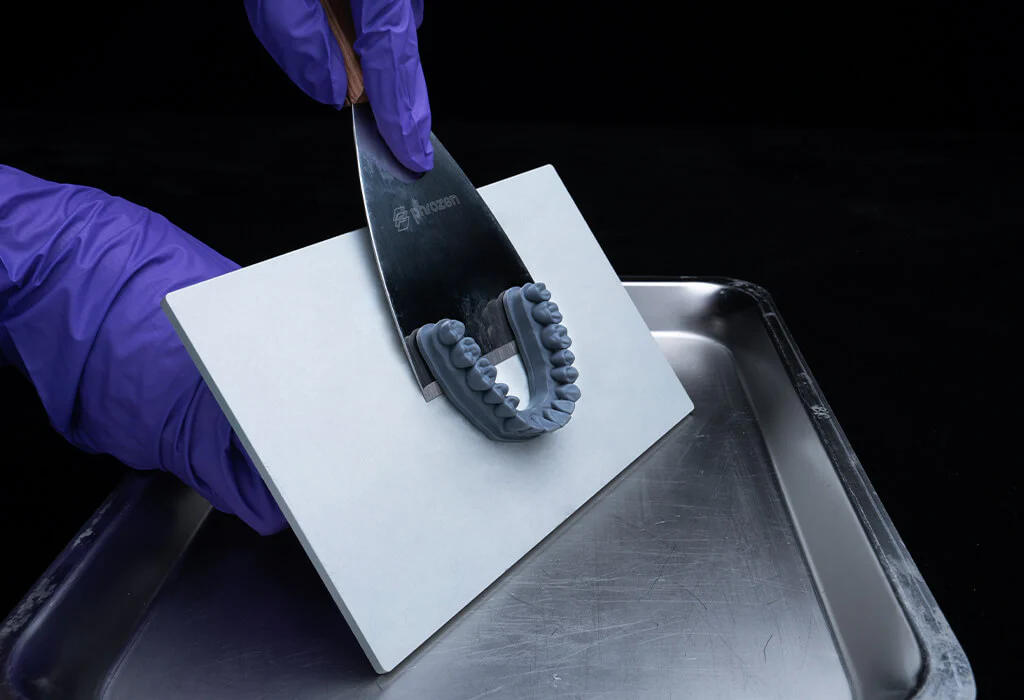
Removendo o modelo do alinhador da plataforma de impressão:
Use uma espátula metálica para realizar este passo. Insira a espátula na borda do seu modelo do alinhador e aplique uma pressão constante, porém leve, para removê-lo da plataforma de impressão.
(Observação: Evite aplicar força excessiva, pois isso pode danificar os objetos impressos e causar lesões nas mãos durante o processo).
Limpeza do modelo do alinhador:
Após remover o modelo do alinhador da plataforma de impressão, é hora de fazer uma boa limpeza e remover qualquer resina não curada da superfície. Recomendamos limpar o modelo com um limpador ultrassônico, como por exemplo o Tornado, e álcool 95% por 120 segundos, ou com água no caso das resinas WW. Certifique-se de que o modelo tenha sido completamente limpo antes de secá-lo.
(Observação: Lembre-se de não esfregar o modelo impresso, pois isso pode causar uma limpeza excessiva e afetar suas tolerâncias de precisão).

Para o processo de secagem, deixe o modelo em um local escuro por até 30 minutos. Ou, alternativamente, você pode usar um soprador de ar comprimido para secar imediatamente seus modelos.
Pós-cura do seu modelo do alinhador:
Para este passo, recomendamos o uso de estações de pós-cura da Phrozen, como Phrozen Cure V2 ou o kit Wash & Cure. Alternativamente, você pode usar outros dispositivos de pós-cura, desde que emitam a mesma faixa de comprimento de onda de 405 nm.
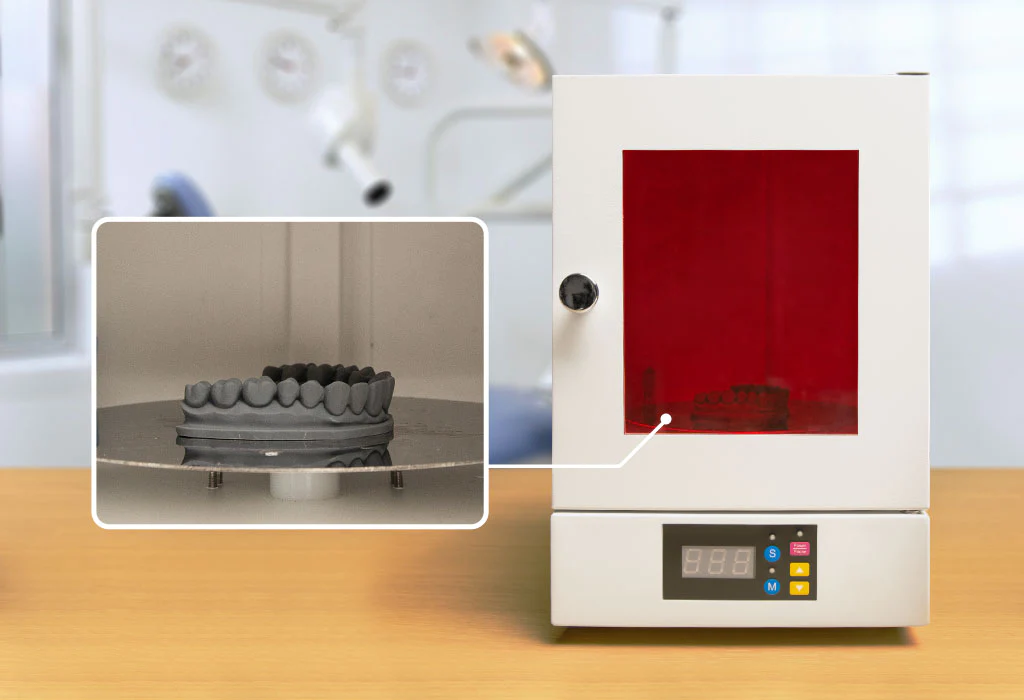
Agora, se você estiver imprimindo seus modelos de alinhador usando as Resinas Phrozen e PrintaX para os modelos, conforme mostrado neste artigo, é necessário curar o modelo dentro da estação de pós-cura por 30 minutos para obter boas propriedades mecânicas e precisão.
(Observação: Resinas diferentes têm tempos de pós-cura diferentes, portanto, certifique-se sempre de consultar o guia do usuário de cada resina para encontrar o tempo de pós-cura adequado).
Passo 6: Prensagem a vácuo
A prensagem a vácuo é um processo de fabricação que envolve o aquecimento de uma folha termoplástica e a conformação dela sobre um modelo ou molde para criar uma forma ou produto específico. No nosso caso, aqueceremos o termoplástico e o moldaremos sobre nosso modelo de alinhador impresso em 3D para criar nosso alinhador invisível.
Para realizar o processo de prensagem a vácuo com moldadoras a vácuo, siga os seguintes passos:
- Primeiramente, certifique-se de que seu modelo de alinhador esteja completamente seco e pós-curado antes de colocá-lo no dispositivo de prensagem a vácuo.
- Em seguida, insira a folha termoplástica no anel de tensão e coloque o modelo de alinhador impresso em 3D no dispositivo.
- Então, ajuste a temperatura e a pressão conforme instruído pelo fabricante e inicie o processo de prensagem a vácuo.
- Quando estiver concluído, remova o alinhador sem cortes juntamente com o seu modelo do dispositivo.
Lembre-se de que os passos podem variar se você estiver usando um tipo diferente de dispositivo de prensagem a vácuo dental. Embora você possa usar os passos acima como referência, é sempre bom seguir em primeiro lugar as instruções do fabricante do seu equipamento de prensagem a vácuo dental.
Passo 7: Acabamento
Após criar o alinhador, o último passo é finalizá-lo.
Para começar, pegue uma tesoura para remover quaisquer áreas desnecessárias do alinhador. Este passo inicial facilitará a visualização das áreas que precisam ser mais aparadas ou ajustadas.
Depois de remover essas áreas, utilize uma combinação de tesoura e ferramentas de desgaste de baixa velocidade para fazer ajustes mais detalhados. Essa etapa pode exigir cuidado extra para garantir que as bordas do alinhador fiquem lisas e uniformes. É essencial evitar a criação de bordas afiadas ou irregulares que possam irritar a boca do paciente ou danificar os tecidos circundantes.


